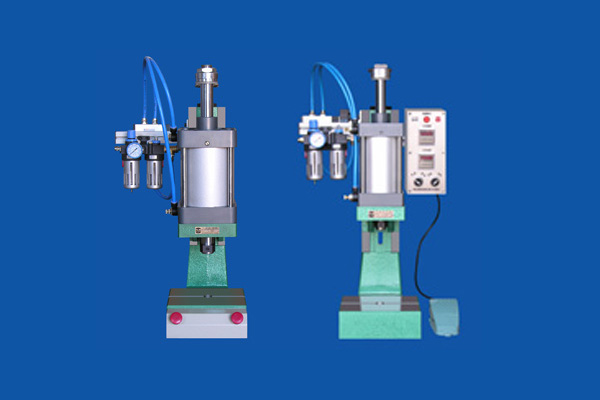
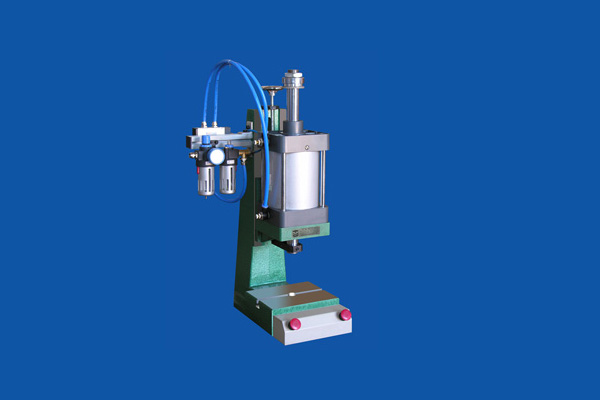
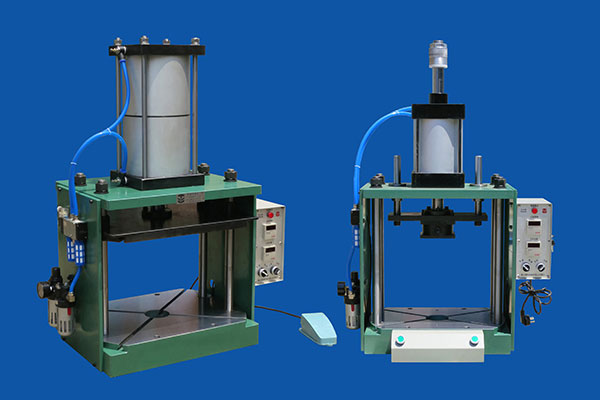
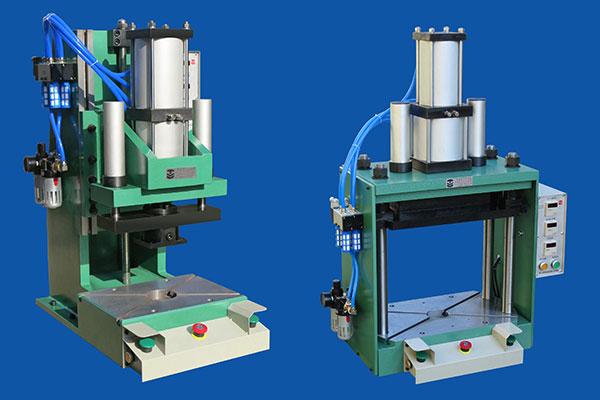
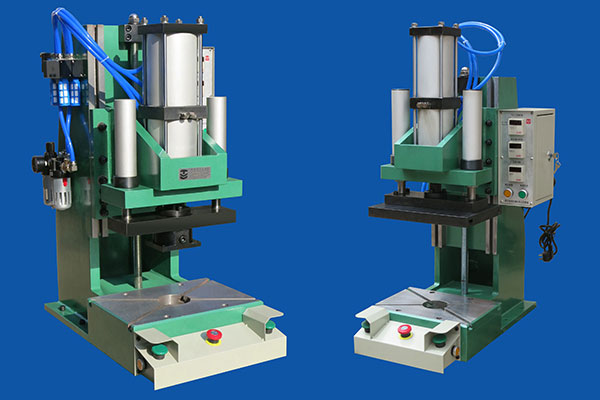
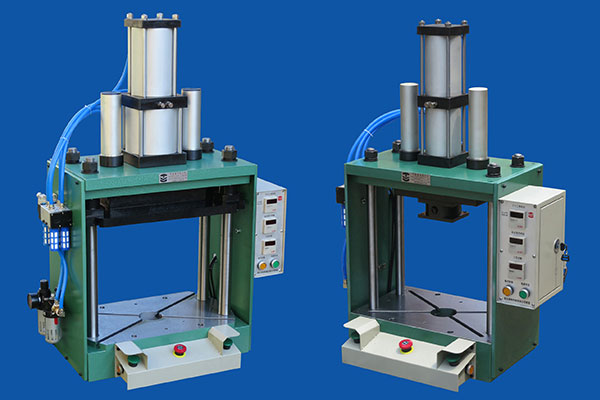
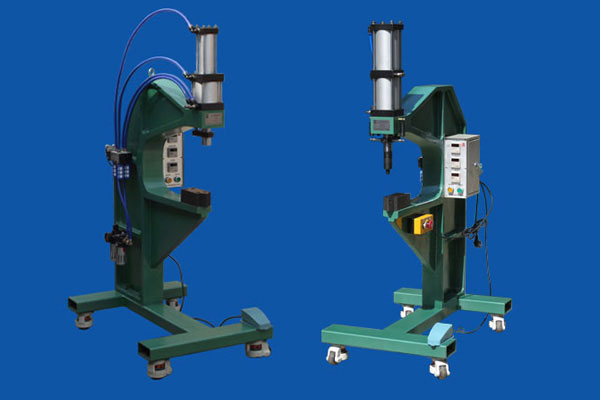
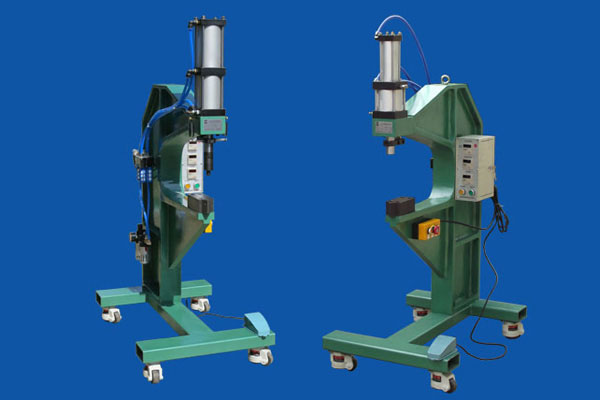
手动压力机、气动压力机、液压增力气缸、多层增力气缸
气液增压设备、气动压铆机和气动旋铆机的专业生产厂家






















Copyright @ 烟台微特机械有限公司 版权所有
鲁ICP备05047287号-1  鲁公网安备 37069302000603号 网站地图HTML 网站地图XML
鲁公网安备 37069302000603号 网站地图HTML 网站地图XML
手动压力机、气动压力机、液压增力气缸、多层增力气缸
气液增压设备、气动压铆机和气动旋铆机的专业生产厂家
Copyright @ 烟台微特机械有限公司 版权所有
鲁ICP备05047287号-1 鲁公网安备 37069302000603号 网站地图HTML 网站地图XML